оНДОХЬХРЕЯЭ МЮ МЮЬС ПЮЯЯШКЙС,
ВРНАШ ОНКСВЮРЭ ОНЯКЕДМХЕ МНБНЯРХ
Х ЯОЕЖХЮКЭМШЕ ОПЕДКНФЕМХЪ.



|
 |
яБЮПНВМШЕ ЯРЕМДШ

 |  | |
 яБЮПНВМШЕ ЯРЕМДШ яБЮПНВМШЕ ЯРЕМДШ
йНМЯРПСЙЖХЪ ЯБЮПНВМШУ ЯРЕМДНБ
дХЮЛЕРП АНКЭЬХМЯРБЮ РПСА, ХЯОНКЭГСЕЛШУ ОПХ ЯРПНХРЕКЭЯРБЕ НАЗЕЙРНБ УХЛХВЕЯЙНИ, МЕТРЕУХЛХВЕЯЙНИ ОПНЛШЬКЕММНЯРХ, ОПЕДОПХЪРХИ ОН БШОСЯЙС ЛХМЕПЮКЭМШУ СДНАПЕМХИ, РЕОКНБШУ ЩКЕЙРПНЯРЮМЖХИ, МЕТРЪМШУ Х ЦЮГНБШУ РЕПЛХМЮКНБ, МЕ ОПЕБШЬЮЕР 610 ЛЛ (24'').
яРЕМДШ ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ МЮ АЮГЕ ОНГХЖХНМЕПНБ
б ГЮБХЯХЛНЯРХ НР БЕЯЮ, ДКХМШ, ЦЕНЛЕРПХХ ЯБЮПХБЮЕЛНЦН РПСАМНЦН СГКЮ ОПХЛЕМЪЧРЯЪ ПЮГКХВМШЕ ЯРЕМДШ. дКЪ ЯБЮПЙХ КЕЦЙХУ ЙНПНРЙХУ ЙНМЯРПСЙЖХИ НАШВМН ХЯОНКЭГСЕРЯЪ ЛЮКШИ ЯБЮПНВМШИ ОНГХЖХНМЕП (ЛЮМХОСКЪРНП) Я ГЮФХЛМШЛ ОЮРПНМНЛ. оПХ МЕНАУНДХЛНЯРХ СЯРЮМЮБКХБЮЧРЯЪ ДНОНКМХРЕКЭМШЕ ОНДЯРЮБЙХ (КЧМЕРШ) ДКЪ ОНДДЕПФЙХ РПСАМНЦН СГКЮ. бЯ╦ МЕНАУНДХЛНЕ ЯБЮПНВМНЕ НАНПСДНБЮМХЕ (ЯБЮПНВМШЕ ЦНПЕКЙХ, ЯХЯРЕЛШ ЙНКЕАЮМХИ ЦНПЕКЙХ Х ЯХЯРЕЛЮ НРЯКЕФХБЮМХЪ ЯБЮПНВМНЦН ЬБЮ) ЛНМРХПСЕРЯЪ МЮ КЕЦЙНИ ЯБЮПНВМНИ ЙНКНММЕ (ЛХМХЙНКНММЕ).
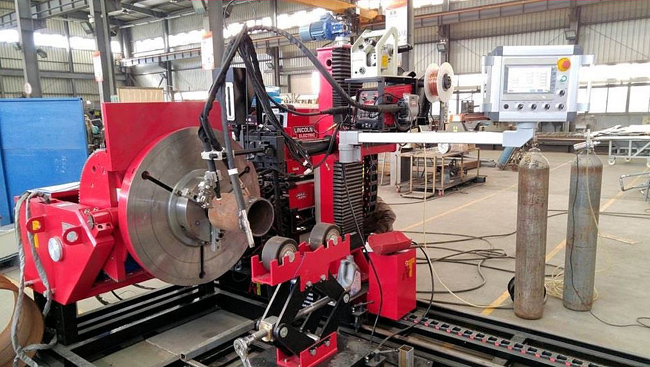
 рПЕУПЕФХЛМШИ ЯБЮПНВМШИ ЖЕМРП ЛЕУЮМХГХПНБЮММЮЪ TIG ЯБЮПЙЮ, FCAW, SAW ДКЪ ЯБЮПЙХ РПСА ДХЮЛЕРПНЛ 2-30 ДЧИЛЮ |
 яБЮПНВМШИ ЖЕМРП ДКЪ ОНКСЮБРНЛЮРХВЕЯЙНИ ЯБЮПЙХ ЛЮКШУ РПСАМШУ СГКНБ MIG (FCAW) |
 яРЕМД ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ |
| рПЕУПЕФХЛМШИ ЯБЮПНВМШИ ЖЕМРП ЛЕУЮМХГХПНБЮММЮЪ TIG ЯБЮПЙЮ, FCAW, SAW ДКЪ ЯБЮПЙХ РПСА ДХЮЛЕРПНЛ 2-30 ДЧИЛЮ |
яБЮПНВМШИ ЖЕМРП ДКЪ ОНКСЮБРНЛЮРХВЕЯЙНИ ЯБЮПЙХ ЛЮКШУ РПСАМШУ СГКНБ MIG (FCAW) |
яРЕМД ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ |
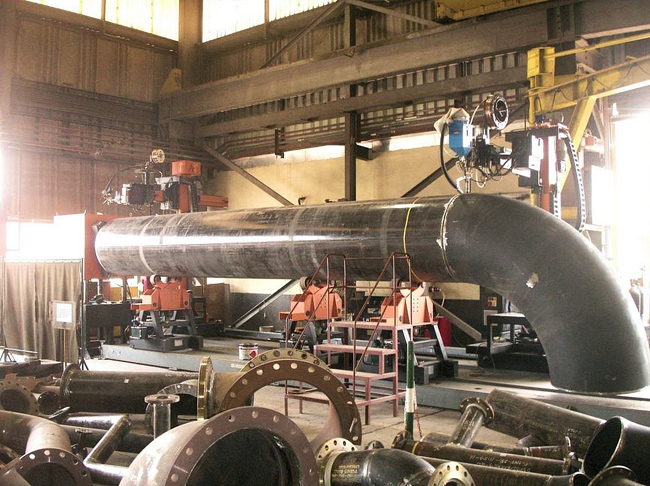
дКЪ ЯБЮПЙХ РЪФЕКШУ ДКХММНЛЕПМШУ РПСАМШУ СГКНБ ХЯОНКЭГСЧРЯЪ ЛНЫМШЕ ОНГХЖХНМЕПШ Я МЕНАУНДХЛШЛ ЙНКХВЕЯРБНЛ РПСАМШУ ОНДЯРЮБНЙ.
 рПЕУПЕФХЛМШИ ЯБЮПНВМШИ ЖЕМРП ЛЕУЮМХГХПНБЮММЮЪ TIG ЯБЮПЙЮ , FCAW (Powerwave) / MIG (STT), SAW ДКЪ ЯБЮПЙХ РПСА ДХЮЛЕРПНЛ 6-32 ДЧИЛЮ |
 рПЕУПЕФХЛМШИ ЯБЮПНВМШИ ЖЕМРП TIG/MIG (FCAW)/SAW |
 рПЕУПЕФХЛМШИ ЯБЮПНВМШИ ЖЕМРП ЛЕУЮМХГХПНБЮММЮЪ TIG ЯБЮПЙЮ, FCAW, SAW ДКЪ ЯБЮПЙХ РПСА ДХЮЛЕРПНЛ 24-60 ДЧИЛНБ |
| рПЕУПЕФХЛМШИ ЯБЮПНВМШИ ЖЕМРП ЛЕУЮМХГХПНБЮММЮЪ TIG ЯБЮПЙЮ , FCAW (Powerwave) / MIG (STT), SAW ДКЪ ЯБЮПЙХ РПСА ДХЮЛЕРПНЛ 6-32 ДЧИЛЮ |
рПЕУПЕФХЛМШИ ЯБЮПНВМШИ ЖЕМРП TIG/MIG (FCAW)/SAW |
рПЕУПЕФХЛМШИ ЯБЮПНВМШИ ЖЕМРП ЛЕУЮМХГХПНБЮММЮЪ TIG ЯБЮПЙЮ, FCAW, SAW ДКЪ ЯБЮПЙХ РПСА ДХЮЛЕРПНЛ 24-60 ДЧИЛНБ |
 рЪФЕКШИ ЯБЮПНВМШИ ЯРЕМД ДКЪ ЯБЮПЙХ ОНД ТКЧЯНЛ РПСАМШУ СГКНБ ДХЮЛЕРПНЛ 28-84 ДЧИЛЮ |
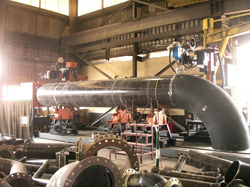 рЪФЕКШИ ДБСУОНЯРНБНИ ЯБЮПНВМШИ ЯРЕМД ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ ДХЮЛЕРПНЛ 28-40 ДЧИЛНБ |
| рЪФЕКШИ ЯБЮПНВМШИ ЯРЕМД ДКЪ ЯБЮПЙХ ОНД ТКЧЯНЛ РПСАМШУ СГКНБ ДХЮЛЕРПНЛ 28-84 ДЧИЛЮ |
рЪФЕКШИ ДБСУОНЯРНБНИ ЯБЮПНВМШИ ЯРЕМД ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ ДХЮЛЕРПНЛ 28-40 ДЧИЛНБ |
яРЕМДШ ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ МЮ АЮГЕ ОНГХЖХНМЕПНБ
яРЕМДШ ДКЪ ЯБЮПЙХ РПСАМШУ ХГДЕКХИ МЮ АЮГЕ РПСАМШУ БПЮЫЮРЕКЕИ
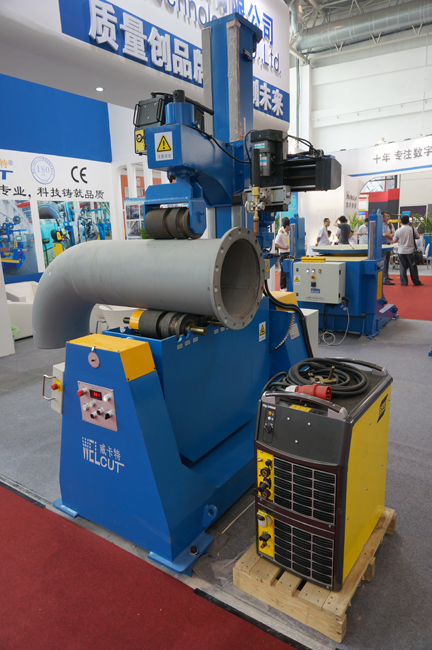
|  рПСАМШИ БПЮЫЮРЕКЭ ОПХФХЛМНЦН РХОЮ ДКЪ РПСА d 50-610 ЛЛ ЦПСГНОНДЗЕЛМНЯРЭЧ 5 Р, ХМРЕЦПХПНБЮММШИ Я АКНЙНЛ СОПЮБКЕМХЪ ЯБЮПНВМШЛ НАНПСДНБЮМХЕЛ
рЮЙФЕ ДКЪ ЯБЮПЙХ К╦ЦЙХУ РПСАМШУ СГКНБ ЛНЦСР ОПХЛЕМЪРЭЯЪ РПСАМШЕ БПЮЫЮРЕКХ ОПХФХЛМНЦН РХОЮ. йНМЯРПСЙЖХЪ ПЪДЮ ХГ МХУ ОНГБНКЪЕР ХЯОНКЭГНБЮРЭ РПСАМШИ БПЮЫЮРЕКЭ Б ЙЮВЕЯРБЕ БМЕЬМЕЦН ЖЕМРПЮРНПЮ Х ОПНХГБНДХРЭ ЯАНПЙС, ОПХУБЮРЙС Х ЯБЮПЙС, МЕ ОЕПЕСЯРЮМЮБКХБЮЪ ДЕРЮКЭ.
(рПСАМШИ БПЮЫЮРЕКЭ ОПХФХЛМНЦН РХОЮ ДКЪ РПСА d 50-610 ЛЛ ЦПСГНОНДЗЕЛМНЯРЭЧ 5 Р, ХМРЕЦПХПНБЮММШИ Я АКНЙНЛ СОПЮБКЕМХЪ ЯБЮПНВМШЛ НАНПСДНБЮМХЕЛ)
|  рПСАМШЕ БПЮЫЮРЕКХ (НАШВМН ЦПСГНОНДЗЕЛМНЯРЭЧ ДН 2 Р) ЛНЦСР ХГЦНРЮБКХБЮРЭЯЪ Я БНГЛНФМНЯРЭЧ МЮЙКНМЮ ЯБЮПХБЮЕЛНЦН ХГДЕКХЪ МЮ ╠45╟, ВРН ОНГБНКЪЕР ЯБЮПХБЮРЭ (МЮОПХЛЕП, ТКЮМЖШ) Б МЮХАНКЕЕ СДНАМНЛ ОНКНФЕМХХ. рПСАМШЕ БПЮЫЮРЕКХ (НАШВМН ЦПСГНОНДЗЕЛМНЯРЭЧ ДН 2 Р) ЛНЦСР ХГЦНРЮБКХБЮРЭЯЪ Я БНГЛНФМНЯРЭЧ МЮЙКНМЮ ЯБЮПХБЮЕЛНЦН ХГДЕКХЪ МЮ ╠45╟, ВРН ОНГБНКЪЕР ЯБЮПХБЮРЭ (МЮОПХЛЕП, ТКЮМЖШ) Б МЮХАНКЕЕ СДНАМНЛ ОНКНФЕМХХ.
 мЮЙКНММШИ РПСАМШИ БПЮЫЮРЕКЭ ОПХФХЛМНЦН РХОЮ ДКЪ РПСА d 70-820 ЛЛ ЦПСГНОНДЗЕЛМНЯРЭЧ 2 Р, ХМРЕЦПХПНБЮММШИ ЯН ЯБЮПНВМШЛ НАНПСДНБЮМХЕЛ ESAB (ЯБЮПНВМШИ ХЯРНВМХЙ+АКНЙ СОПЮБКЕМХЪ) |
 мЮЙКНММШИ РПСАМШИ БПЮЫЮРЕКЭ ОПХФХЛМНЦН РХОЮ ДКЪ РПСА d 60-600 ЛЛ ЦПСГНОНДЗЕЛМНЯРЭЧ 2 Р |
 мЮЙКНММШИ РПСАМШИ БПЮЫЮРЕКЭ АНКЭЬНИ ЦПСГНОНДЗЕЛМНЯРХ |
| мЮЙКНММШИ РПСАМШИ БПЮЫЮРЕКЭ ОПХФХЛМНЦН РХОЮ ДКЪ РПСА d 70-820 ЛЛ ЦПСГНОНДЗЕЛМНЯРЭЧ 2 Р, ХМРЕЦПХПНБЮММШИ ЯН ЯБЮПНВМШЛ НАНПСДНБЮМХЕЛ ESAB (ЯБЮПНВМШИ ХЯРНВМХЙ+АКНЙ СОПЮБКЕМХЪ) |
мЮЙКНММШИ РПСАМШИ БПЮЫЮРЕКЭ ОПХФХЛМНЦН РХОЮ ДКЪ РПСА d 60-600 ЛЛ ЦПСГНОНДЗЕЛМНЯРЭЧ 2 Р |
мЮЙКНММШИ РПСАМШИ БПЮЫЮРЕКЭ АНКЭЬНИ ЦПСГНОНДЗЕЛМНЯРХ |
 мЮЙКНММШИ РПСАМШИ БПЮЫЮРЕКЭ ОПХФХЛМНЦН РХОЮ ДКЪ РПСА d 70-820 ЛЛ ЦПСГНОНДЗЕЛМНЯРЭЧ 2 Р, ХМРЕЦПХПНБЮММШИ ЯН ЯБЮПНВМШЛ НАНПСДНБЮМХЕЛ ESAB (ЯБЮПНВМШИ ХЯРНВМХЙ+АКНЙ СОПЮБКЕМХЪ) |
 мЮЙКНММШИ РПСАМШИ БПЮЫЮРЕКЭ ОПХФХЛМНЦН РХОЮ ДКЪ РПСА d 70-820 ЛЛ ЦПСГНОНДЗЕЛМНЯРЭЧ 2 Р, ХМРЕЦПХПНБЮММШИ ЯН ЯБЮПНВМШЛ НАНПСДНБЮМХЕЛ ESAB (ЯБЮПНВМШИ ХЯРНВМХЙ+АКНЙ СОПЮБКЕМХЪ) |
| мЮЙКНММШИ РПСАМШИ БПЮЫЮРЕКЭ ОПХФХЛМНЦН РХОЮ ДКЪ РПСА d 70-820 ЛЛ ЦПСГНОНДЗЕЛМНЯРЭЧ 2 Р, ХМРЕЦПХПНБЮММШИ ЯН ЯБЮПНВМШЛ НАНПСДНБЮМХЕЛ ESAB (ЯБЮПНВМШИ ХЯРНВМХЙ+АКНЙ СОПЮБКЕМХЪ) |
|  рПСАМШИ БПЮЫЮРЕКЭ ОПХФХЛМНЦН РХОЮ ДКЪ РПСА ЯН ЯБЮПНВМНИ ЦНКНБЙНИ ДКЪ ЯБЮПЙХ ОНД ТКЧЯНЛ ЙНЛОЮМХХ Lincoln Electric
рПСАМШЕ БПЮЫЮРЕКХ МЕГЮЛЕМХЛШ, ЙНЦДЮ ДКЪ ЯБЮПЙХ ХЯОНКЭГСЧРЯЪ НАЮ РНПЖЮ РПСАШ.
(рПСАМШИ БПЮЫЮРЕКЭ ОПХФХЛМНЦН РХОЮ ДКЪ РПСА ЯН ЯБЮПНВМНИ ЦНКНБЙНИ ДКЪ ЯБЮПЙХ ОНД ТКЧЯНЛ ЙНЛОЮМХХ Lincoln Electric)
|  бЯЕ МЕНАУНДХЛШЕ ЯБЮПНВМШЕ ЙНЛОНМЕМРШ (ЯБЮПНВМЮЪ ЦНПЕКЙЮ, ЯХЯРЕЛШ ЙНКЕАЮМХИ ЦНПЕКЙХ Х ЯХЯРЕЛЮ НРЯКЕФХБЮМХЪ ЯБЮПНВМНЦН ЬБЮ) ЛНМРХПСЕРЯЪ МЕОНЯПЕДЯРБЕММН МЮ РПСАМНЛ БПЮЫЮРЕКЕ. бЯЕ МЕНАУНДХЛШЕ ЯБЮПНВМШЕ ЙНЛОНМЕМРШ (ЯБЮПНВМЮЪ ЦНПЕКЙЮ, ЯХЯРЕЛШ ЙНКЕАЮМХИ ЦНПЕКЙХ Х ЯХЯРЕЛЮ НРЯКЕФХБЮМХЪ ЯБЮПНВМНЦН ЬБЮ) ЛНМРХПСЕРЯЪ МЕОНЯПЕДЯРБЕММН МЮ РПСАМНЛ БПЮЫЮРЕКЕ.
 рПЕУПЕФХЛМШИ (TIG/MIG (FCAW)/SAW) ЯРЕМД ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ МЮ АЮГЕ РПСАМНЦН БПЮЫЮРЕКЪ |
 рПЕУПЕФХЛМШИ (TIG/MIG (FCAW)/SAW) ЯРЕМД ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ МЮ АЮГЕ РПСАМНЦН БПЮЫЮРЕКЪ |
 рЪФЕКШИ ЯРЕМД ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ МЮ АЮГЕ РПСАМНЦН БПЮЫЮРЕКЪ |
| рПЕУПЕФХЛМШИ (TIG/MIG (FCAW)/SAW) ЯРЕМД ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ МЮ АЮГЕ РПСАМНЦН БПЮЫЮРЕКЪ |
рЪФЕКШИ ЯРЕМД ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ МЮ АЮГЕ РПСАМНЦН БПЮЫЮРЕКЪ |
 рЪФЕКШИ ЯРЕМД ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ МЮ АЮГЕ РПСАМНЦН БПЮЫЮРЕКЪ |
 рЪФЕКШИ ЯРЕМД ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ МЮ АЮГЕ РПСАМНЦН БПЮЫЮРЕКЪ |
| рЪФЕКШИ ЯРЕМД ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ МЮ АЮГЕ РПСАМНЦН БПЮЫЮРЕКЪ |
яРЕМДШ ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ МЮ АЮГЕ РПСАМШУ БПЮЫЮРЕКЕИ
яОЕЖХЮКХГХПНБЮММШЕ ЯРЕМДШ ДКЪ ЯАНПЙХ Х ЯБЮПЙХ ТКЮМЖЕБ
|  яРЕМД ДКЪ ЮБРНЛЮРХВЕЯЙНИ ОПХБЮПЙХ ТКЮМЖЕБ ВЕРШПЭЛЪ ЦНПЕКЙЮЛХ
дКЪ ЯБЮПЙХ РПСАМШУ СГКНБ Я ДБСЛЪ ТКЮМЖЮЛХ ОПХЛЕМЪЧРЯЪ ЯОЕЖХЮКЭМШЕ ЯРЕМДШ Я ВЕРШПЭЛЪ ЦНПЕКЙЮЛХ, НЯСЫЕЯРБКЪЧЫХЛХ ЯБЮПЙС НДМНБПЕЛЕММН
(яРЕМД ДКЪ ЮБРНЛЮРХВЕЯЙНИ ОПХБЮПЙХ ТКЮМЖЕБ ВЕРШПЭЛЪ ЦНПЕКЙЮЛХ)
| 
яРЕМДШ ДКЪ ЯАНПЙХ Х ОПХБЮПЙХ ТКЮМЖЕБ
|  лЕУЮМХГХПНБЮММЮЪ ЮПЦНМНДСЦНБЮЪ (TIG) ЯБЮПЙЮ Я ОНДЮВЕИ УНКНДМНИ ОПНБНКНЙХ
яОНЯНАШ ЯБЮПЙХ.
хЛЕЧЫЕЕЯЪ НАНПСДНБЮМХЕ ОНГБНКЪЕР ЯРЮМДЮПРМН ОПХЛЕМЪРЭ ЯКЕДСЧЫХЕ РЕУМНКНЦХХ ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ, ОПХ ЩРНЛ МЮ НДМНИ ЙНМЯНКХ ЛНЦСР ЛНМРХПНБЮРЭЯЪ НЯМЮЯРЙЮ ДКЪ ПЮГКХВМШУ ЯОНЯНАНБ ЯБЮПЙХ.
лЕУЮМХГХПНБЮММЮЪ ЮПЦНМНДСЦНБЮЪ ЯБЮПЙЮ ЙНПМЕБНЦН, ГЮОНКМЪЧЫЕЦН Х НАКХЖНБНВМНЦН ЯКНЕБ ЬБЮ. оПХЛЕМЪЕРЯЪ ОПЕХЛСЫЕЯРБЕММН ДКЪ РПСА ЛЮКНЦН ДХЮЛЕРПЮ ХГ МХГЙНКЕЦХПНБЮММНИ Х СЦКЕПНДХЯРНИ ЯРЮКХ, МЕПФЮБЕЧЫЕИ ЯРЮКХ, ЯОКЮБНБ.
лЕУЮМХГХПНБЮММЮЪ ЮПЦНМНДСЦНБЮЪ ЯБЮПЙЮ ЙНПМЕБНЦН ЯКНЪ + ЯБЮПЙЮ ОНД ТКЧЯНЛ ГЮОНКМЪЧЫЕЦН Х НАКХЖНБНВМНЦН ЯКНЕБ ЬБЮ.
лЕУЮМХГХПНБЮММЮЪ ЮПЦНМНДСЦНБЮЪ ЯБЮПЙЮ ЙНПМЕБНЦН ЯКНЪ + ОНКСЮБРНЛЮРХВЕЯЙЮЪ ЯБЮПЙЮ Б ГЮЫХРМНЛ ЦЮГЕ (MIG) ГЮОНКМЪЧЫЕЦН Х НАКХЖНБНВМНЦН ЯКНЕБ ЬБЮ.
| 
лСКЭРХПЕФХЛМШИ ЯРЕМД ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ
оНКСЮБРНЛЮРХВЕЯЙЮЪ ЯБЮПЙЮ Б ГЮЫХРМНЛ ЦЮГЕ ( MIG) ЙНПМЕБНЦН, ГЮОНКМЪЧЫЕЦН Х НАКХЖНБНВМНЦН ЯКНЕБ ЬБЮ.
оПХ ОНКСЮБРНЛЮРХВЕЯЙНИ ЯБЮПЙЕ Б ГЮЫХРМНЛ ЦЮГЕ ЙНПМЕБНЦН ЬБЮ ХЯОНКЭГСЧРЯЪ МЮХАНКЕЕ ЯНБПЕЛЕММШЕ РЕУМНКНЦХХ СОПЮБКЪЕЛНЦН ЯРПСИМН-ЙЮОЕКЭМНЦН ОЕПЕМНЯЮ. б ВЮЯРМНЯРХ ОПХЛЕМЪЕРЯЪ ЯБЮПНВМШИ ОПНЖЕЯЯ STT (Surface Tension Transfer) ЙНЛОЮМХХ Lincoln Electric ХКХ RMD (Regulated Metal Deposition) ЙНЛОЮМХХ Miller. нМХ НАЕЯОЕВХБЮЧР НРКХВМНЕ ЙЮВЕЯРБН Х БШЯНЙСЧ ЯЙНПНЯРЭ ЯБЮПЙХ ОПХ ОПНУНФДЕМХХ ЙНПМЕБНЦН ЯКНЪ. дКЪ ОНКСЮБРНЛЮРХВЕЯЙНИ ЯБЮПЙХ ГЮОНКМЪЧЫЕЦН Х НАКХЖНБНВМНЦН ЯКНЕБ ЬБЮ ОПХЛЕМЪЧРЯЪ ОНПНЬЙНБШЕ Х ЛЕРЮККНОНПНЬЙНБШЕ ОПНБНКНЙХ, НАЕЯОЕВХБЮЧЫХЕ БШЯНЙСЧ ОПНХГБНДХРЕКЭМНЯРЭ ЯБЮПЙХ.
б ЙЮВЕЯРБЕ ЯБЮПНВМШУ ХЯРНВМХЙНБ ЛНЦСР ХЯОНКЭГНБЮРЭЯЪ ЛМНЦНПЕФХЛМШЕ ЯБЮПНВМШЕ ЮООЮПЮРШ, ВРН ГМЮВХРЕКЭМН СОПНЫЮЕР ЯУЕЛС НАНПСДНБЮМХЪ.
|
|
| сЯРЮМНБЙЮ ДКЪ ЮБРНЛЮРХВЕЯЙНИ ОПХБЮПЙХ ТКЮМЖЕБ ВЕРШПЭЛЪ ЦНПЕКЙЮЛХ |
рПЕУПЕФХЛМШИ ЯРЕМД ДКЪ ЯБЮПЙХ РПСАМШУ СГКНБ TIG/MIG/SAW МЮ АЮГЕ РПСАМНЦН БПЮЫЮРЕКЪ ОПХФХЛМНЦН РХОЮ |
|
яБЮПНВМШИ ЯРЕМД МЮ АЮГЕ РПСАМНЦН БПЮЫЮРЕКЪ ОПХФХЛМНЦН РХОЮ.
яБЮПЙЮ ЙНПМЕБНЦН ОПНУНДЮ ОНПНЬЙНБНИ ОПНБНКНЙНИ (FSAW). |
бНГЛНФМН бЮЯ ГЮХМРЕПЕЯСЧР ЯКЕДСЧЫХЕ ОНГХЖХХ:
|
|