Установленный на позиционерах программируемый логический контроллер (PLC) и шаговый двигатель позволяют детально программировать автоматический процесс сварки кольцевых швов, требующих повышенного качества исполнения.
Особенности сварочных позиционеров HJ-PLC100/300:
• Плавная регулировка скорости вращения влево/вправо при сохранении высокого крутящего момента во всем диапазоне
• Возможность задания времени задержки после зажигания дуги, что необходимо для разогрева сварочной ванны
• Режим работы 2 такта (педаль нажата - идет вращение, педаль отпущена - вращение прекратилось) или 4 такта (короткое нажатие - старт вращения, короткое нажатие - завершение вращения)
• Возможность программирования режимов сварки по секторам
• Функция заварки кратера (вращатель выполняет перекрытие сварочного шва в конце сварки
• Возможность управления подъемом/опусканием горелки
• Память на 10 программ в каждом режиме сварки
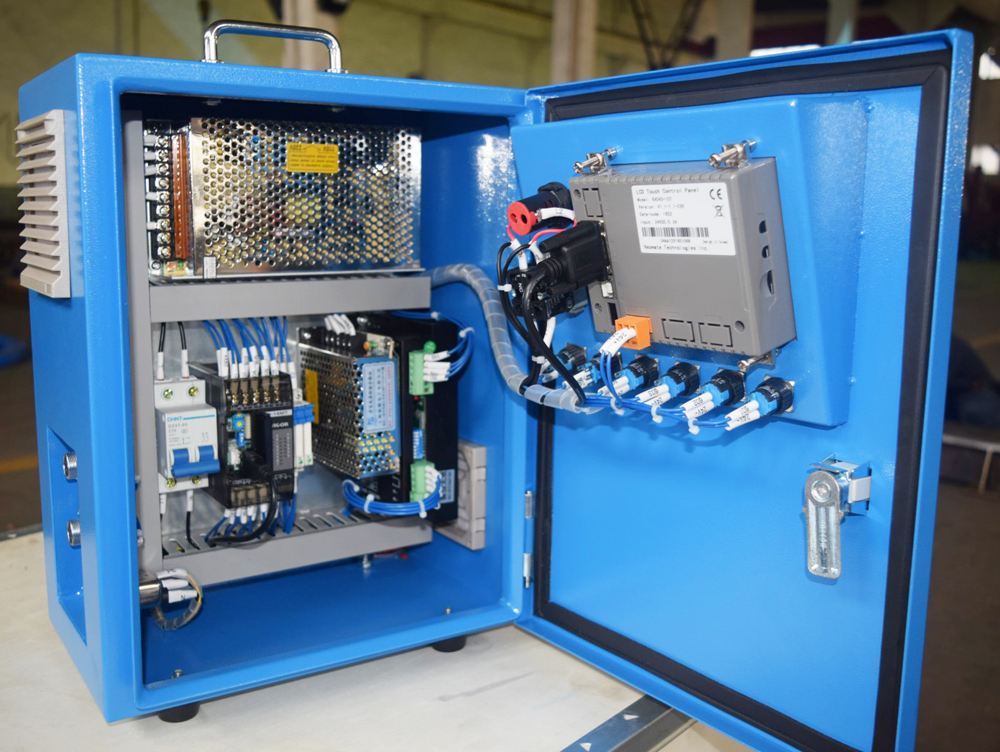
Блок управления сварочного позиционера HJ-PLC100/300 с сенсорным экраном
Блок управления сварочного позиционера HJ-PLC100/300
Блок управления сварочного позиционера HJ-PLC100/300
Сварочные позиционеры HJ-PLC100/300 могут использоваться для создания различного автоматического оборудования для сварки кольцевых швов.
Всего предусмотрено четыре режима сварки: Manual Control (Ручное управление), Auto Continuous (Автоматическая сварка в длительном режиме), Auto Equational (Автоматическая сварка прихваточными швами), Auto Specific (Автоматическая сварка в специальном режиме).
Сенсорный экран настройки параметров сварки выглядит следующим образом:
Auto Equational Welding – Автоматическая сварка прихваточными швами
Pipe dia., mm – Диаметр трубы, мм
Linear sp., mm/min – Линейная скорость, мм/мин.
Sp. adjustment, mm/min – Регулировка скорости, мм/мин.
Rotation sp., r/min – Скорость вращения, об./мин.
Current angle – Текущий угол
Direction – Направление CCW – Против часовой стрелки CW – По часовой стрелке
Foot switch – Ножная педаль 2 Cycle – 2-тактовый режим 4 Cycle – 4-тактовый режим
Welding segments – Сварочные сегменты
Each angle – Каждый угол
Gun falling delay, s – Задержка опускания горелки, с
Arc start delay, s – Задержка зажигания дуги, с
Arc stop delay, s – Задержка гашения дуги, с
Back – Назад
Сенсорный экран настройки параметров сварки сварочных позиционеров PLC – Автоматическая сварка в специальном режиме
Auto Specific Welding – Автоматическая сварка в специальном режиме
Pipe dia., mm – Диаметр трубы, мм
Linear sp., mm/min – Линейная скорость, мм/мин.
Sp. adjustment, mm/min – Регулировка скорости, мм/мин.
Rotation sp., r/min – Скорость вращения, об./мин.
Current angle – Текущий угол
Direction – Направление CCW – Против часовой стрелки CW – По часовой стрелке
Foot switch – Ножная педаль 2 Cycle – 2-тактовый режим 4 Cycle – 4-тактовый режим
Gun falling delay, s – Задержка опускания горелки, с
Arc start delay, s – Задержка зажигания дуги, с
Arc stop delay, s – Задержка гашения дуги, с
Next – Далее
Back – Назад
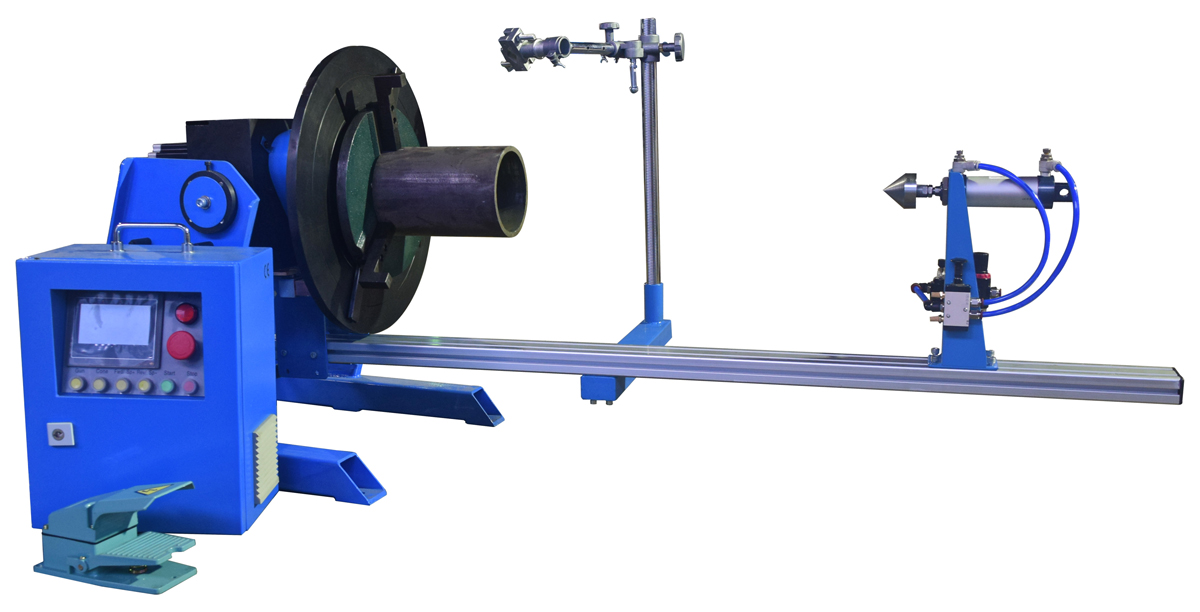
Сварочный позиционер HJ-PLC100
Автоматическая установка для сварки кольцевых швов на базе сварочного позиционера HJ-PLC100
Сварочный позиционер HJ-PLC100
Автоматическая установка для сварки кольцевых швов на базе сварочного позиционера HJ-PLC100
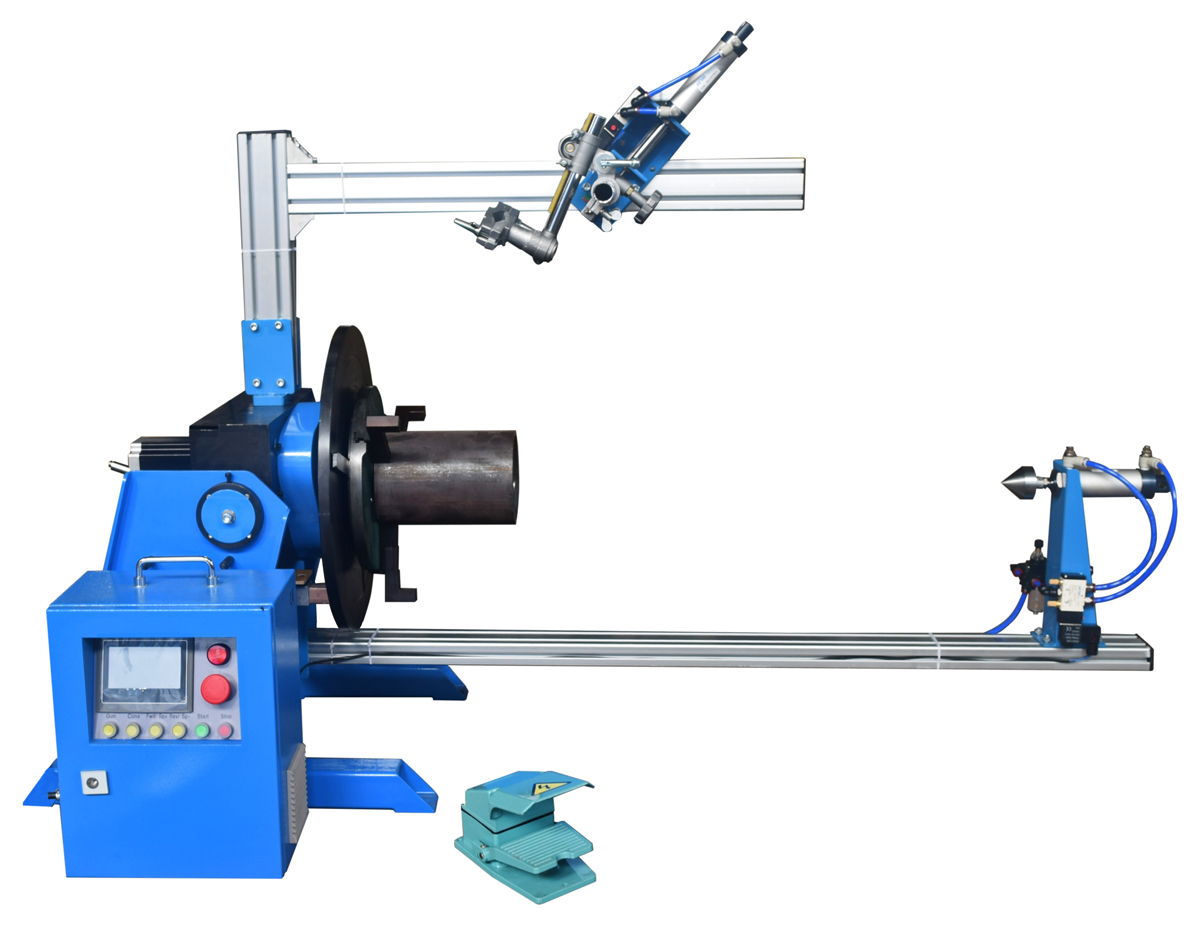
Автоматическая установка для сварки кольцевых швов на базе сварочного позиционера HJ-PLC100
Автоматическая установка для сварки кольцевых швов на базе сварочного позиционера HJ-PLC100
Автоматическая установка для сварки кольцевых швов на базе сварочного позиционера HJ-PLC100
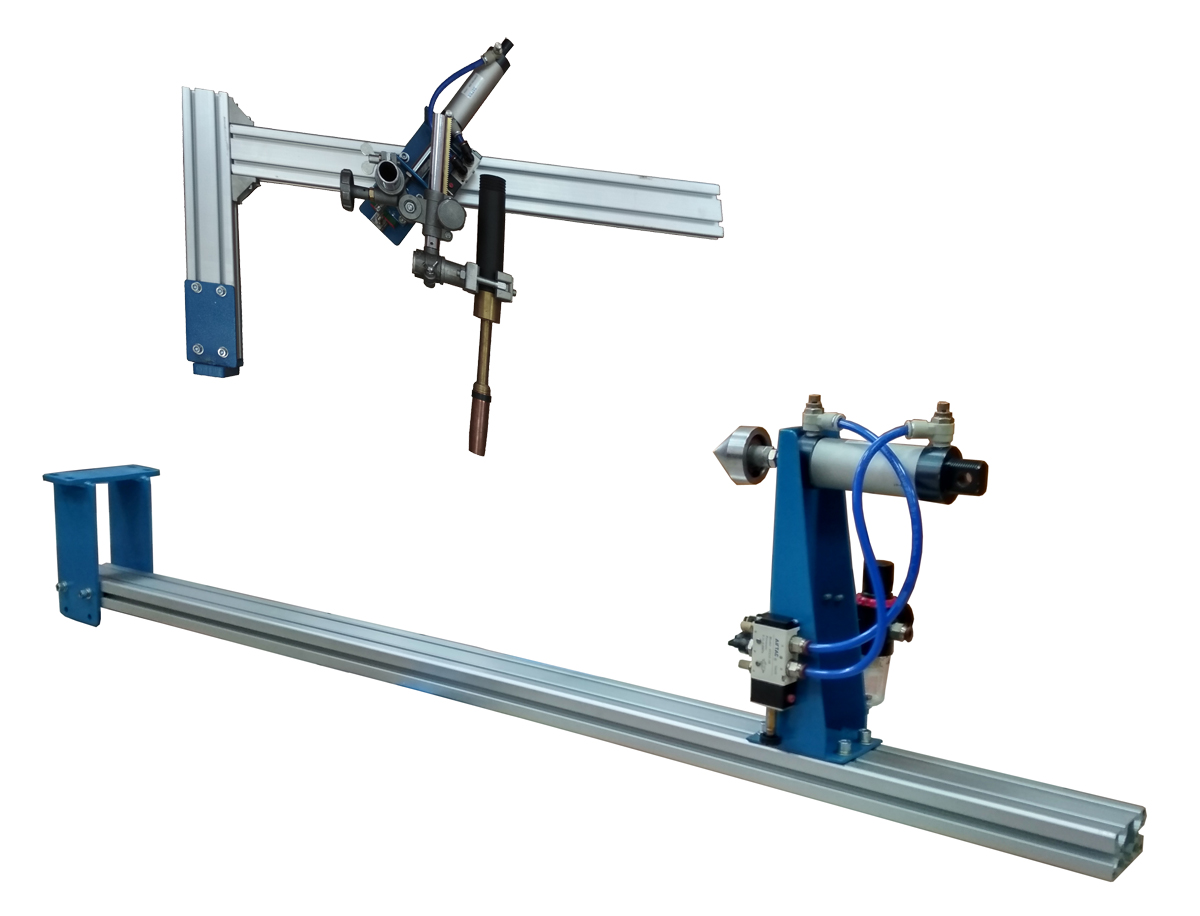
Комплекты для создания установок для сварки кольцевых швов на базе HJ-PLC100/300
Пневматический комплект для создания установок для сварки кольцевых швов на базе HJ-PLC100/300:
• держатель горелки с механизмом настройки и вертикальной штангой
• горизонтальная консоль из алюминиевого профиля (1,5 м)
• задняя бабка с пневмоцилиндром, блоком подготовки воздуха и ручным пневмоклапаном
Электропневматический комплект для создания установок для сварки кольцевых швов на базе HJ-PLC100/300:
• держатель горелки с пневмоцилиндром, механизмом настройки и кронштейном
• горизонтальная консоль из алюминиевого профиля (1,5 м)
• задняя бабка с пневмоцилиндром, блоком воздухоподготовки и электромагнитным клапаном
Пневматический комплект для создания установок для сварки кольцевых швов на базе HJ-PLC100/300:
• держатель горелки с механизмом настройки и вертикальной штангой
• горизонтальная консоль из алюминиевого профиля (1,5 м)
• задняя бабка с пневмоцилиндром, блоком подготовки воздуха и ручным пневмоклапаном
Электропневматический комплект для создания установок для сварки кольцевых швов на базе HJ-PLC100/300:
• держатель горелки с пневмоцилиндром, механизмом настройки и кронштейном
• горизонтальная консоль из алюминиевого профиля (1,5 м)
• задняя бабка с пневмоцилиндром, блоком воздухоподготовки и электромагнитным клапаном
Сварочный позиционер HJ-PLC100/ 300 имеет классическую кинематическую схему. Крутящий момент от шагового электродвигателя передается на зубчатый редуктор. Вторичная шестерня редуктора входит в зацепление с большим зубчатым колесом, соединённым с планшайбой и приводит её во вращение.
Наклон планшайбы осуществляется вручную с помощью червячного редуктора с ручным маховичком и зубчатого сектора.
Основные технические параметры
Параметр
HJ-PLC100
HJ-PLC300
Грузоподъемность при горизонтальном положении планшайбы, кг
100
300
Грузоподъемность при вертикальном положении планшайбы, кг
50
100
Рабочий диаметр планшайбы, мм
Ø400
Ø500
Диаметр центрального отверстия планшайбы, мм
Ø45
Ø90
Высота центральной оси наклона, мм
390
445
Высота планшайбы в горизонтальном положении, мм
520
650
Скорость вращения, об/мин
0,1 – 9
0,1 – 5
Способ управления
ПЛК
ПЛК
Двигатель вращения, кВт
Шаговый двигатель с фланцем 86 мм, 5,3A
Шаговый двигатель с фланцем 86 мм, 7A
Регулировка наклона планшайбы, об/мин
Ручное управление
Ручное управление
Макс. эксцентриситет, мм
50
50
Макс. высота центра тяжести, мм
100
100
Угол наклона, °
0 – 90
0 – 90
Параметры сети питания
220 В, 50 Гц, 1 фаза
220 В, 50 Гц, 1 фаза
Режим управления
Ножная педаль
Ножная педаль
Общее передаточное число
30,6
30,6
Комплектующие для создания установок для сварки кольцевых швов на базе HJ-PLC100/300.
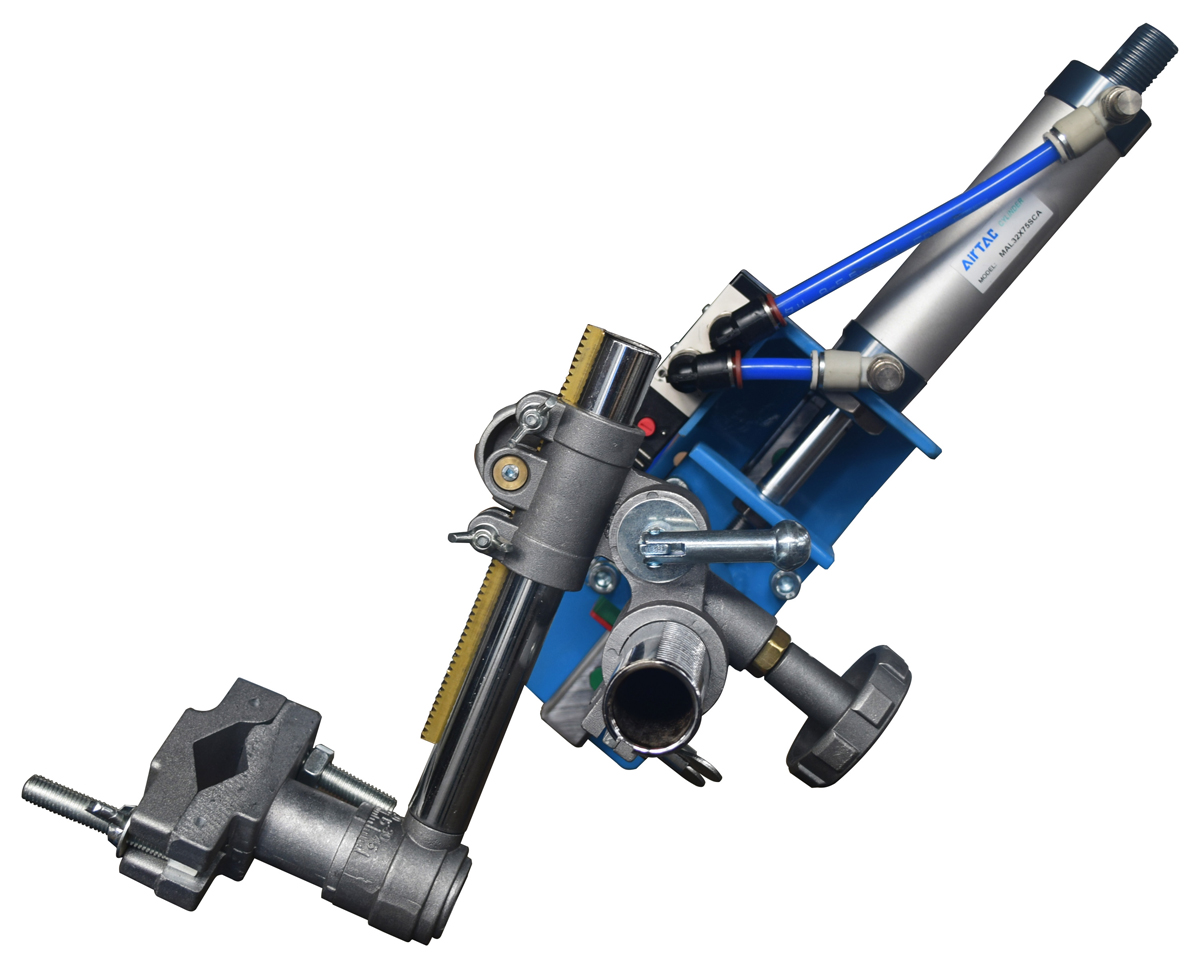
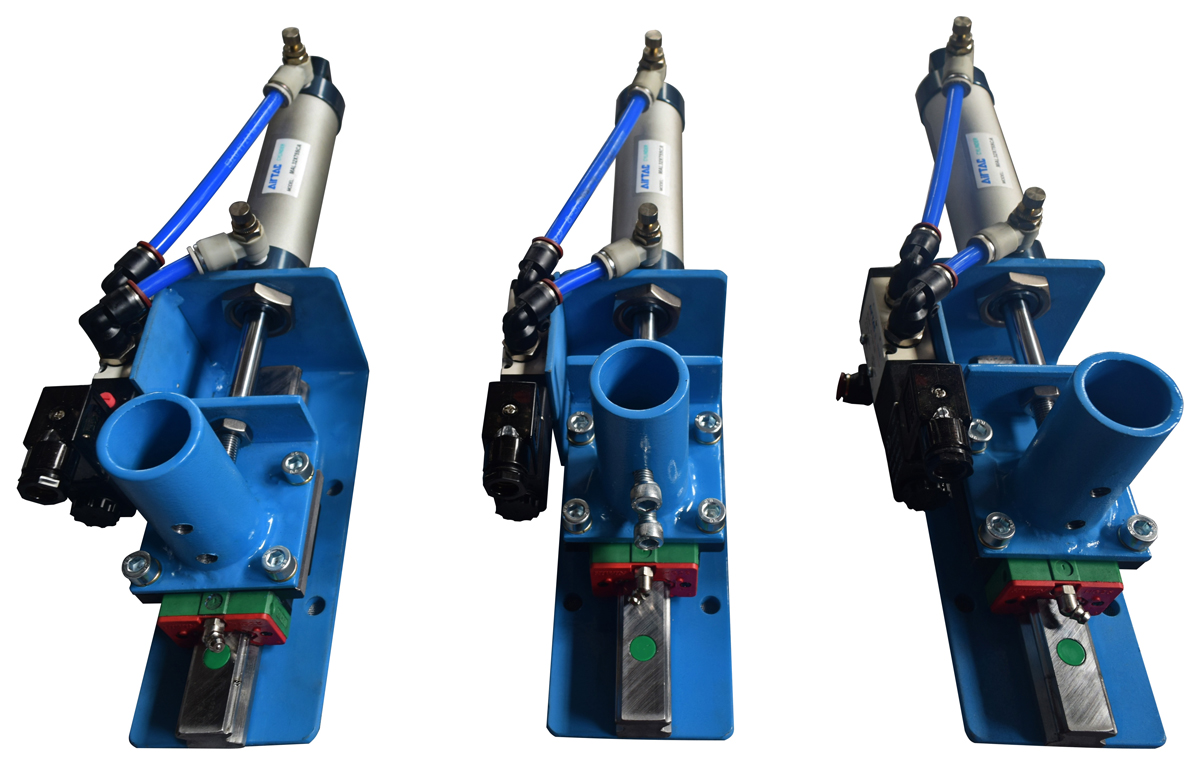
Держатель горелки с пневмоцилиндром и механизмом настройки
Пневмоцилиндр перемещения горелки с электромагнитным клапаном
Ножная педаль управления HJ-PLC100/300
Держатель горелки с пневмоцилиндром и механизмом настройки
Пневмоцилиндр перемещения горелки с электромагнитным клапаном
Ножная педаль управления HJ-PLC100/300
Различные варианты задней бабки/ пиноли с пневмоцилиндром: с ручным пневмоклапанном и электромагнитным клапаном
Задняя бабка/ пиноль с пневматическим приводом и блоком воздухоподготовки
Различные варианты задней бабки/ пиноли с пневмоцилиндром: с ручным пневмоклапанном и электромагнитным клапаном
Задняя бабка/ пиноль с пневматическим приводом и блоком воздухоподготовки