Подпишитесь на нашу рассылку, чтобы получать последние новости и специальные предложения.
Оборудование для сварки резервуаров: сварка вертикальных швов
Сварка вертикального шва резервуара с помощью каретки
Оборудование для сварки резервуаров: сварка вертикальных швов
Для выполнения вертикальных швов при изготовления резервуаров используются разнообразные способы сварки и различное обрудование. Выбор во многом определяется толщиной свариваемых листов. При малых и средних толщинах (до 40 мм) применяется многопроходная полуавтоматическая сварка. Сварка осуществляется с помощью каретки, оснащенной колебательным механизмом (осциллятором) и перемещающейся по жесткой направляющей, крепящейся к стенке резервуара с помощью постоянных магнитов. Для удобства контроля сварочного процесса может использоваться специальный подвесной балкон с поднимающейся платформой.
<< Сварка вертикального шва резервуара с помощью каретки
Балкон для контроля сварки вертикальных швов
Балкон для контроля сварки вертикальных швов >>
Балкон с подъемной площадкой для сварки вертикальных швов при сооружении резервуаров
Балкон с подъемной площадкой для сварки вертикальных швов при сооружении резервуаров.
В качестве системы перемещения горелки используется стандартное решение от компании ESAB Railtrac 1000 или Bug-O Systems (Modular Drive System - каретка со встроенным блоком колебаний, перемещающаяся по жесткому алюминиевому рельсу с зубчатой рейкой, установленному на магнитных опорах). В качестве сварочного источника обычно используется Lincoln Electric Idealarc DC-600 или Invertec V-350.
При сварке толщин от 12 до 60 мм эффективно использование электрогазовой сварки (EGW - Electrogas welding). Электрогазовая сварка - специально разработанный процесс для непрерывной сварки в вертикальном положении изделий больших толщин. В процессе сварки под действием тепла, производимого сварочной дугой, электрод и кромки изделия плавятся и стекают в полость, образуя при этом шов. Расплавленный металл кристаллизуется по направлению снизу вверх, тем самым соединяя свариваемые детали вместе.
В качествео борудования для электрогазовой сварки применяются специализированные установки типа EGW. В них на вертикальном рельсе монтируется сварочная головка с подвижным мундштуком, а также источник сварочного тока, органы управления и т. д. Чтобы избежать вытекания металла из сварочной ванны с лицевой стороны используются водоохлаждаемые медные подкладки, а с обратной стороны также водоохлаждаемые ползуны или керамические подкладки.
Для получения хороших результатов в качестве сварочных материалов рекомендуется использовать специализированные проволоки для ЭГС. Так, например, порошковая газозащитная сварочная проволока DW-S1LG (Kobe Steel) диаметром 1,6 мм при V-образной разделке и односторонней сварке позволяет сваривать толщины до 60 мм.
При использовании самозащитной порошковой проволоки Innershield NR-431 (Lincoln Electric) диаметром 2,4 мм имеется возможность сварки конструкций толщиной до 100 мм.
Сварочная каретка
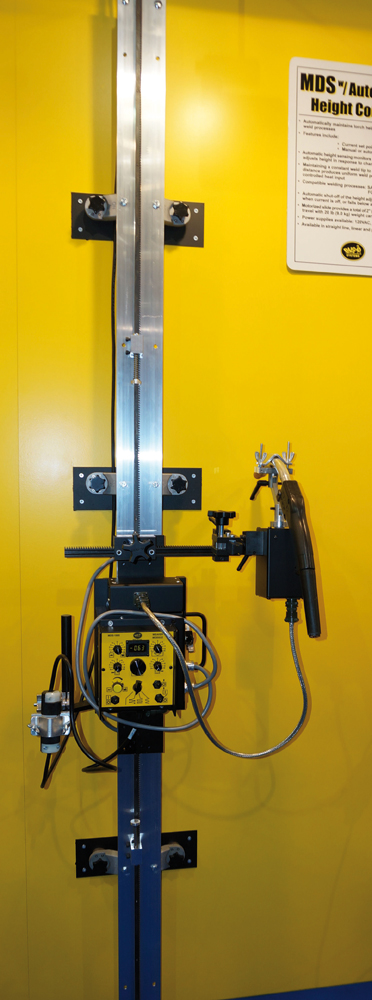
Общий вид сварочной установки EGW
Сварочная каретка
Общий вид сварочной установки EGW
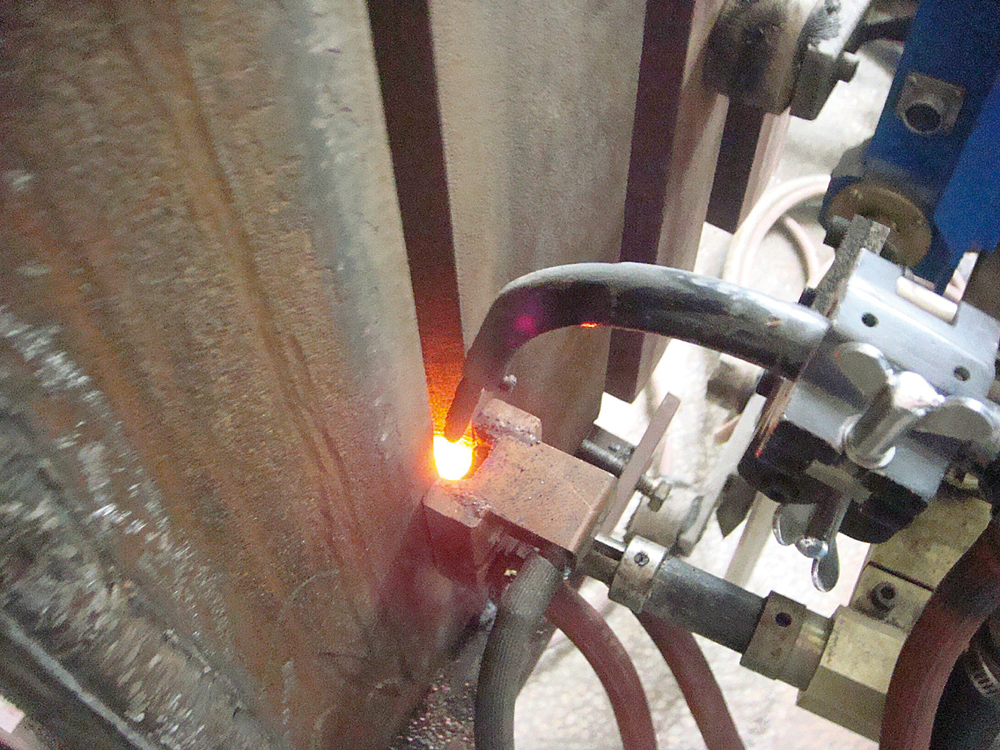
Сварочная головка
Сварочный мундштук установки EGW в работе
Сварочная головка
Сварочный мундштук установки EGW в работе
Электрогазовая сварка в Х-образную разделку
Образец шва, полученного при использовании установки электрогазовой сварки
Электрогазовая сварка в Х-образную разделку
Образец шва, полученного при использовании установки электрогазовой сварки
Сварка секции обсадной трубы шахтного ствола с использование установки EGW
Сварка секции обсадной трубы шахтного ствола с использование установки EGW
Сварка секции обсадной трубы шахтного ствола с использование установки EGW
Установка EGW Установка EGW предназначена для электрогазовой сварки вертикальных швов листов толщиной до 60 (100) мм. Наладка оборудования перед отправкой заказчику в Россию