 Термоусаживающаяся оберточная муфта конструкции Raychem HTLP60 предназначена для антикоррозионной защиты зон сварных стыков трубопроводов с рабочей температурой до +60°С, без ограничений по диаметру. Формируемое 3-х слойное покрытие зоны стыка адекватно 3-х слойной заводской полиэтиленовой изоляции. Термоусаживающаяся оберточная муфта конструкции Raychem HTLP60 предназначена для антикоррозионной защиты зон сварных стыков трубопроводов с рабочей температурой до +60°С, без ограничений по диаметру. Формируемое 3-х слойное покрытие зоны стыка адекватно 3-х слойной заводской полиэтиленовой изоляции.
Манжеты поставляются либо полностью готовые к установке: размер строго соответствует диаметру трубы, запорная пластина прикреплена, либо в рулонах длиной 30 м, замковые пластины поставляются отдельно. Во втором случае рулон раскраивается на манжеты необходимого размера непосредственно на стройплощадке в соответствии с рекомендуемыми нормами реза.
Манжеты HTLP 60 - самые прочные из наносимых в полевых условиях систем покрытия. Они широко применяются в России. Имеют одобрение Госгортехнадзора РФ.
Манжета представляет собой двухслойную ленту:
- наружный слой радиационно-прошитый полиэтилен высокой плотности (неармированный)
- внутренний слой – термоплавкий адгезив на основе сополимеров полиэтилена
Манжета усаживается по эпоксидному, свободному от растворителей, двухкомпонентному эпоксидному праймеру, нанесённому на трубу.
В процессе установки клей расплавляется и течёт, находясь в тесном контакте с жидким эпоксидным праймером. Клей и праймер заполняют все неровности поверхности, и по мере того, как праймер отверждается, возникает прочная связь между металлом и прилегающим покрытием.
Три слоя: эпоксидная смола, адгезив и полиэтилен образуют защитный слой, по своим свойствам аналогичный трехслойным полиэтиленовым покрытиям, нанесённым в заводских условиях. Покрытия совместимы со всеми употребляемыми покрытиями труб, включая полиэтилен, эмаль из угольной смолы и эпоксидную смолу. Технология нанесения покрытия предусматривает минимальный подогрев трубы.
Основны характеристики термоусаживающихся муфт Raychem HTLP60
Особенности:
• Высокая стойкость к сдвигу от грунта или от тепловых перемещений
• Быстрое отверждение
• Отличные характеристики на стойкость к катодному отслаиванию, к воздействию горячей воды
• Совместимость со стандартными полиэтиленовыми покрытиями
Последовательность операций по установке термоусадочной оберточной муфты HTLP 60
 |
 |
| 1. Подготовить поверхности трубы по SIS-055900-SA2 1/2 и провести абразивную подготовк полиэтилена |
2. Нагреть поверхность трубы до минимальной температуры +70°С и нанести подготовленную двухкомпонентную эпоксидную смолу на участок стали и прилегающий участок покрытия, которые будут изолироваться муфтой |
 |
 |
| 3. Поместить край муфты над центральной частью сварного соединения под прямым углом к оси трубы. Муфта HTLP должна иметь нахлест на заводское покрытие не менее 50 мм с обоих концов. Обернуть муфту вокруг трубы, обеспечивая нахлест концов самой муфты на 50 мм |
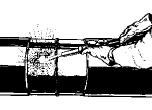
4. Равномерно нагреть замковую пластину мягким желтым пламенем пропановой горелки, перемещая её наподобие кисточки для краски, пока не появится основа из стекловолокна. Рукой, одетой в перчатку, с усилием прогладить пластину, чтобы удалить морщины и складки. Прикатать этот участок силиконовым валиком |
 |
 |
| 5. Осуществить термоусадку муфты, нагревая её мягким желтым пламенем пропановой горелки, сначала с одной стороны, противоположной направлению ветра, а затем с другой, используя движения, напоминающие движения малярной кисти. |
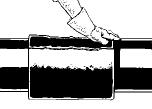
6. Муфта установлена правильно, когда:
- она целиком соприкасается с поверхностью трубы, имеет гладкую поверхность без «холодных» участков или воздушных пузырей
- по обоим краям муфты виден клей, выступающий по всей окружности трубы
- обеспечен нахлест на покрытие заводского нанесения согласно спецификациям |
Особенности технологии установки HTLP 60
Схема раскроя рулонов
|




























